Silikon, ein vielseitiges und flexibles Material, ist bekannt für seine Temperaturbeständigkeit und chemische Inertheit.
Es gehört zur Familie der synthetischen Elastomere und zeichnet sich durch seine Flexibilität über einen weiten Temperaturbereich sowie seine Beständigkeit gegenüber Wasser, UV-Strahlung und vielen Chemikalien aus.

Automobilindustrie:
Silikon wird häufig in Motoren und Getrieben verwendet, wo es hohen Temperaturen und verschiedenen Chemikalien ausgesetzt ist.
Chemische Verarbeitung:
Aufgrund seiner Biokompatibilität und Sterilisierbarkeit ist Silikon eine bevorzugte Wahl für medizinische Geräte und Implantate.
Elektronik:
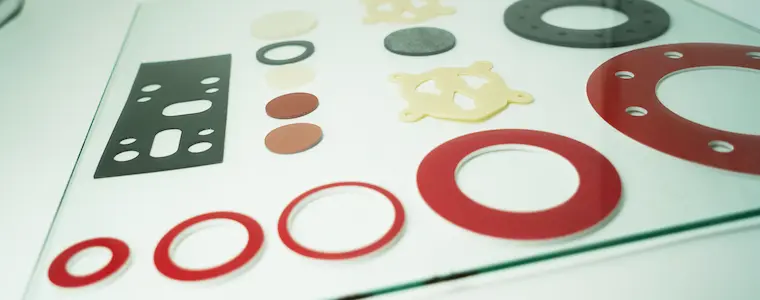
In der Elektronikindustrie wird Silikon für Isolierungen, Dichtungen und Schutzschichten eingesetzt, da es elektrisch isolierend wirkt und Hitze gut widersteht.
Bauwesen:
Silikondichtstoffe werden im Bauwesen für Fugen und Abdichtungen verwendet, da sie Witterungseinflüssen und Temperaturschwankungen standhalten.
Lebensmittelindustrie:
Silikon findet auch in Küchenutensilien und Haushaltswaren Verwendung, da es lebensmittelecht und hitzebeständig ist.
Silikon, ein vielseitig einsetzbares Material, bietet eine Reihe von Vorteilen, insbesondere in Bezug auf chemische Beständigkeit, Temperaturbeständigkeit, Alterungsbeständigkeit und Witterungsbeständigkeit. Es gibt jedoch auch einige Nachteile, die bei der Auswahl von Silikon für spezifische Anwendungen berücksichtigt werden sollten.
Diese Aufschlüsselung zeigt, dass Silikon in vielen Anwendungen aufgrund seiner einzigartigen Eigenschaften bevorzugt wird, aber es ist wichtig, die spezifischen Anforderungen und Einschränkungen jeder Anwendung zu berücksichtigen, um sicherzustellen, dass Silikon das geeignete Material ist.
Silikon, ein vielseitiges synthetisches Polymer, wird von Silikonherstellern weltweit für seine bemerkenswerten Eigenschaften wie Temperaturbeständigkeit und Flexibilität geschätzt. Diese Besonderheit von Silikon liegt in seiner molekularen Struktur, die Silizium- und Sauerstoffatome enthält, was ihm einzigartige physikalische und chemische Eigenschaften verleiht.
Die Entwicklung von Silikon, insbesondere von hitzebeständigem Silikon und Hochtemperatur-Silikon, reicht bis in die frühen Jahre des 20. Jahrhunderts zurück. Seitdem hat Silikon eine weite Verbreitung in verschiedenen Branchen gefunden, darunter die Medizintechnik, die Automobilindustrie, die Elektronik und das Bauwesen.

Ein herausragendes Merkmal von Silikon ist seine außergewöhnliche Temperaturbeständigkeit. Silikonschläuche und Silikondichtungen bleiben über einen breiten Temperaturbereich hinweg stabil und flexibel, was sie ideal für Anwendungen macht, die extremen Temperaturen ausgesetzt sind, wie in Motoren, elektronischen Geräten und Küchengeräten.
Ein weiterer wichtiger Vorteil von Silikon ist seine chemische Inertheit. Silikon, insbesondere silikon lebensmittelecht, reagiert nicht mit den meisten Chemikalien und ist resistent gegen Wasser, die meisten Säuren, Laugen und Lösungsmittel. Diese Eigenschaft macht es zu einem bevorzugten Material für medizinische Geräte, Dichtungen und Schläuche, die in chemisch anspruchsvollen Umgebungen eingesetzt werden.
In der Elektronikindustrie wird Silikon wegen seiner elektrischen Isoliereigenschaften und seiner Wärmebeständigkeit geschätzt. Silikonmatten und -dichtungen werden in Isolierungen, Dichtungen und Schutzschichten verwendet, um empfindliche elektronische Komponenten zu schützen.
Silikon zeichnet sich auch durch seine hervorragende Alterungs- und Witterungsbeständigkeit aus. Es behält seine Eigenschaften über lange Zeiträume bei, selbst wenn es UV-Strahlung, Ozon und extremen Wetterbedingungen ausgesetzt ist.
Trotz seiner vielen Vorteile hat Silikon auch einige Nachteile. Es ist nicht so abrieb- oder reißfest wie einige andere Materialien und kann unter hohem Druck oder bei Kontakt mit bestimmten Ölen und Fetten nachteilig reagieren. Zudem kann Silikon teurer sein als andere Elastomere.
Die Zukunft von Silikon sieht vielversprechend aus, da die Nachfrage nach vielseitigen und langlebigen Materialien in einer Vielzahl von Anwendungen weiter steigt. Forschung und Entwicklung konzentrieren sich darauf, die Eigenschaften von Silikon weiter zu verbessern und es für noch mehr Anwendungen zugänglich zu machen.
Zusammenfassend ist Silikon ein unverzichtbares Material in vielen anspruchsvollen industriellen Anwendungen. Seine einzigartige Kombination aus Temperaturbeständigkeit, chemischer Inertheit, Flexibilität und Langlebigkeit macht es zu einer bevorzugten Wahl für Ingenieure und Designer, die mit herausfordernden Bedingungen konfrontiert sind.
| Chemikalien | Beständigkeit |
|---|---|
| Aliphatische Kohlenwasserstoffe | Sehr Gut |
| Benzin, Dieselkraftstoffe, Mineralöle | Sehr Gut |
| Wasser (100 °C) und Wasserdampf (200 °C) – je nach Typ | Sehr Gut |
| Pflanzliche Fettsäuren und Öle | Sehr Gut |
| Brom, Chlor, Kohlendisulfid, Wasserstoffsuperoxyd | Sehr Gut |
| Alkohole, Glykole, Phenole, Xylol, Toluol | Sehr Gut |
| Aromatische Kohlenwasserstoffe | Gut |
| Hydroxidlösungen (außer Natriumhydroxid) | Gut |
| Calcium- und Sodiumhypochloritlösungen | Gut |
| Chlorierte Kohlenwasserstoffe und FCKW | Gut mit Einschränkungen |
| Anorganische Säuren (Einschränkungen für konzentrierte Lösungen) | Gut mit Einschränkungen |
| Organische Säuren (mit Essigsäure abzuraten) | Mittel |
| Anilin, Nitrobenzol, Dinitrotoluol | Mittel |
| Aminen, Ester, Äther mit niedrigem Molekulargewicht | Schlecht (Abzuraten) |
| Aldehyden, Ketonen, Amiden, Nitrilen | Schlecht (Abzuraten) |
| Ameisensäure, Essigsäure, Chloressigsäure, Trichloressigsäure, Phtalsäure | Schlecht (Abzuraten) |
| Chemikalien | Beständigkeit |
|---|---|
| Aliphatische Kohlenwasserstoffe | Sehr Gut |
| Benzin, Dieselkraftstoffe, Mineralöle | Sehr Gut |
| Wasser (100 °C) und Wasserdampf (200 °C) – je nach Typ | Sehr Gut |
| Pflanzliche Fettsäuren und Öle | Sehr Gut |
| Brom, Chlor, Kohlendisulfid, Wasserstoffsuperoxyd | Sehr Gut |
| Alkohole, Glykole, Phenole, Xylol, Toluol | Sehr Gut |
| Aromatische Kohlenwasserstoffe | Gut |
| Hydroxidlösungen (außer Natriumhydroxid) | Gut |
| Calcium- und Sodiumhypochloritlösungen | Gut |
| Chlorierte Kohlenwasserstoffe und FCKW | Gut mit Einschränkungen |
| Anorganische Säuren (Einschränkungen für konzentrierte Lösungen) | Gut mit Einschränkungen |
| Organische Säuren (mit Essigsäure abzuraten) | Mittel |
| Anilin, Nitrobenzol, Dinitrotoluol | Mittel |
| Aminen, Ester, Äther mit niedrigem Molekulargewicht | Schlecht (Abzuraten) |
| Aldehyden, Ketonen, Amiden, Nitrilen | Schlecht (Abzuraten) |
| Ameisensäure, Essigsäure, Chloressigsäure, Trichloressigsäure, Phtalsäure | Schlecht (Abzuraten) |
Lebensdauer in Stunden bei Dauereinsatz in trockener Umgebung am Beispiel Viton
| 200°C | 230°C | 260°C | 285°C | 315°C |
|---|---|---|---|---|
| unendlich | ca. 3000h | ca. 1000h | ca. 240h | ca. 48h |
| 200°C | 230°C | 260°C | 285°C | 315°C |
|---|---|---|---|---|
| unendlich | ca. 3000h | ca. 1000h | ca. 240h | ca. 48h |
Über 20 Jahre Erfahrung und Wissen über internationale Standards prägen unsere Herstellung und garantieren für Qualität.
Das Unternehmen Lézaud® & Co GmbH, stellt für Anwendungsbereiche wie Medizin & Pharmazie, Industriebedarf und Labore verschiedene Arten von Fluid- und Dichtungstechnik her. Darunter unter anderem: Schläuche, Stopfen, Rundschnüre & Profile, Folien & Platten sowie Kleber und Dichtmasse aus einer hohen Varietät an Materialien wie Silikon, Butyl, Polyamid, Nitril (NBR), Polyethylen, TPE (SBS / SEBS), EPDM, Naturkautschuk (NR), Chloropren (Neopren), Viton® / FKM, Santoprene® (TPE-V) und PTFE / FEP / PFA / PVDF / Butyl/PTFE / Silikon/PTFE.
AET Lézaud® GmbH © 2024. Alle Rechte vorbehalten. Datenschutz | Impressum | Lieferbedingungen | Webseite von ONE STEP